La trempe huile
Rédigé dans le cadre de la commission « Fluides et systèmes de trempe »
N.B : Les informations contenues dans cette fiche proviennent de sources dignes de foi. Néanmoins, elles sont fournies sans aucune garantie, expresse ou tacite, de leur exactitude.
3.1 Descriptif et Classification
D`une manière générale, on utilise pour la conception des huiles de trempe des bases minérales et /ou synthétiques, sachant que les huiles contenant des esters autrefois employées ont pratiquement disparu du fait de leur sensibilité à l’oxydation (entraînant une augmentation de la viscosité, la dégradation du pouvoir trempant, des dépôts poisseux sur les pièces et les éléments de l’installation...).
Les coupes pétrolières issues du pétrole brut raffiné, sont classifiées en différents groupes suivant la classification API ( cf fig1). Chaque groupe possède des caractéristiques techniques différentes qui sont répertoriées dans le tableau 1 ci-dessous.

Tableau 1 : Tableau de classification des grades API
Pendant de très nombreuses années les huiles de trempe ont été formulées à partir d’huile de base du Gr I. L’évolution du marché du raffinage et les nouvelles spécifications des huiles moteurs, ont favorisé le développement des huiles de Gr II et Gr III. La raréfaction à moyen/long terme du Groupe I, a favorisé le développement d’huile de trempe formulée à partir du Groupe III.



Fig 1 : Processus de raffinage des huiles.
Ces coupes obtenues, en fonction des caractéristiques recherchées, sont améliorées par additivation. On classe généralement en cinq grandes familles ces éléments d`addition.
- les antioxydants : protection des huiles contre l’oxydation en service.
- les accélérateurs : augmentation de la drasticité de l'huile en modifiant les températures de transition de la phase d’ébullition.
- les détergents dispersants : maintien en suspension des impuretés, diminution de la formation de boues au fond des bacs, augmentation du domaine d'ébullition.
- les émulgateurs : amélioration du pouvoir refroidissant de l'huile, sensibilité à l'eau, amélioration du nettoyage des pièces traitées.
- les compounds ou matières grasses : augmentation de la mouillabilité de l'huile, sensibilité à l’eau et à l’oxydation se répercutant sur la tenue de l'huile en service. Ce type d’additivation est en voie de disparition
Il est bien entendu que les formulations peuvent renfermer la combinaison de plusieurs de ces additifs dans la mesure où ceux-ci sont compatibles entre eux...
3.2 Mécanisme de refroidissement
Pour répondre aux besoins des traitements thermiques, il existe des types de formulations adaptées regroupées en plusieurs catégories :
*Huiles minérales pour trempe froide, semi-chaude ou chaude
Trempe froide : ce sont en général des huiles plus ou moins dopées en antioxydants n'influençant pas le pouvoir refroidissant, de faibles viscosités (Iso VG 15 à 32) et utilisées entre 40 et 80°C maxi.
Trempe semi-chaude : ce sont des huiles renforcées en antioxydants, de viscosités moyennes (Iso VG 46 à 68) dont le pouvoir trempant a été amélioré, pouvant supporter des températures en service jusqu'à 120 °C.
Trempe chaude : ce sont des huiles minérales additivées et renforcées (en antioxydants et dispersants), de viscosités supérieures (Iso VG 100 et supérieure), à point d'éclair élevé et faible volatilité, avec un pouvoir trempant amélioré.
Trempe très chaude : ce sont des huiles mixtes minérales-synthétiques ou synthétiques, de viscosités supérieures (Iso VG 100 et supérieure), additivées et renforcées comme les huiles de trempe chaude.
*Huiles accélérées :
Ce sont des huiles minérales dopées par des additifs qui modifient leur processus de vaporisation, les points de transformation de la phase d’ébullition. Elles sont utilisées en fonction de leur composition et du choix des bases comme trempe froide, semi-chaude et chaude.
*Huiles lavables :
Ce sont des huiles le plus souvent minérales renforcées en émulgateurs, facilement éliminables par lavage à l'eau. Elles sont aussi bien destinées pour les trempés froides, semi-chaudes que chaudes. Les émulgateurs modifient le pouvoir refroidissant de l'huile. Ces huiles se mettent en émulsion dans l’eau de lavage. Elles sont déconseillées lorsque le lavage est fait en machine à laver avec bain lessiviel.
*Huiles solubles :
Ce sont des huiles minérales fortement dopées en émulgateurs, ou des bases synthétiques, permettant leur utilisation à un pourcentage plus ou moins élevé en solution dans l'eau, utilisées principalement en arrêt de revenu.
*Huiles de trempe sous vide :
Ce sont des huiles minérales ou synthétiques possédant une très faible tension de vapeur.
Une classification normalisée ISO est actuellement en préparation. Elle découle de la norme NFT 60-512, mise au point par l'ATTT. Elle comprend 5 catégories principales (tableau l).

Tableau 2 : Tableau des catégories d’huiles de trempe
Pouvoir refroidissant et pouvoir trempant
Une distinction s'impose entre ces deux termes. Comme nous venons de le voir, le pouvoir refroidissant d'un fluide de trempe est l’aptitude de ce fluide à évacuer les calories d’un métal chaud. Il est caractérisé par la mesure de la drasticité.
Le pouvoir trempant est l'aptitude à conférer à un alliage métallique des caractéristiques mécaniques et d'obtenir des microstructures homogènes tout en respectant le minimum de déformation.
Dans le cas des pièces en acier, on caractérise a posteriori :
- niveau de duretés en surface et à cœur
- profil de la profondeur durcie
- microstructure obtenue et homogène et dans certains cas,
- les déformations dimensionnelles subies.
Les nombreuses études réalisées ne permettent pas d’établir de façon fiable une loi reliant les données cinétiques d'une huile, établies par la mesure de drasticité, et les résultats de dureté après trempe.
Il semblerait toutefois qu’une nette tendance se dégage :
- A q1 (température de début phase d’ébullition), l'huile ayant le q2 (température de fin de phase d’ébullition ) le plus bas aura le pouvoir trempant le plus fort, en ayant le risque d’entraîner des déformations plus importantes.
- A q2 identique, mais relativement bas, l’huile ayant le q1 le plus élevé aura le pouvoir trempant le plus fort.
- Plus le domaine d’ébullition sera étendu, plus les duretés à cœur seront élevées, plus on risquera des problèmes de déformations.
Les effets de la trempe sur les niveaux de duretés sont représentés par les courbes en U des figures 2 et 3, pour les aciers 100Cr6 (diam 25 - 3 huiles) et 25CrMo4 (diam 25 - 2 huiles).
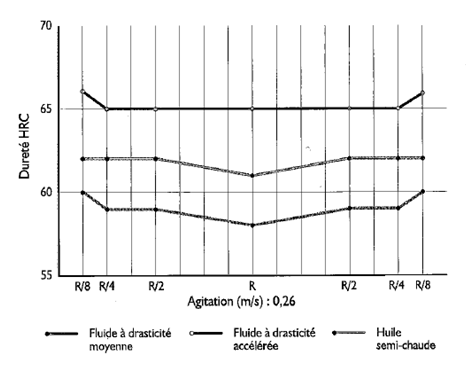
Fig 2 : Influence de la drasticité sur la courbe en U.
Acier : 100C6 ; Diamètre : 25mm ; Longueur : 75 mm
(D’après document CASTROL)

Fig 3 : Influence de la drasticité sur la courbe en U.
Acier : 25CrMO4 ; Diamètre : 25mm ; Longueur : 75 mm
(D’après document CASTROL)
La sévérité de trempe globale d’une installation est prise en compte dans la norme NFT 60-179. Cette méthode est basée sur la mesure de dureté à différents points d'une éprouvette en coin trempé dans les conditions industrielles.
Elle prend en compte tous les paramètres influant depuis l’enfournement à la sortie du bac de trempe. L’utilisation d'une éprouvette à 2 gradins est également préconisée pour ces tests de sévérité en raison de sa facilité d’emploi.
3.3 Contraintes d’utilisation (HSE – Elimination produit)
Le risque d'incendie et les huiles de trempe
L'incendie est le risque le plus important lors de l'emploi des huiles de trempe. Chaque année en France, plusieurs dizaines de bacs de trempe à l'huile prennent feu, le plus souvent pour des raisons de non-respect des règles d`utilisation des huiles qui sont des produits inflammables ou d’entretiens de matériel insuffisants.
La cause la plus fréquente d'incendie est la pollution de l’huile par de l'eau. Au contact des pièces chaudes, la vaporisation de l'eau provoque des fines gouttelettes d’huile qui s'enflamment rapidement.
De même, l’eau en favorisant le moussage du bac d’huile peut provoquer un débordement dangereux dans le cas des bacs incorporés.
Le tableau 2 regroupe les principaux cas d`origine d'incendie et les actions préventives et correctives correspondantes.
Moyens d'extinction des bains d’huile:
- neige carbonique
- mousse
- poudre
Les petits bacs seront munis d'un couvercle permettant l’étouffement de l`incendie. En cas d'incendie, les intervenants porteront un masque respiratoire autonome en raison des fumées abondantes.
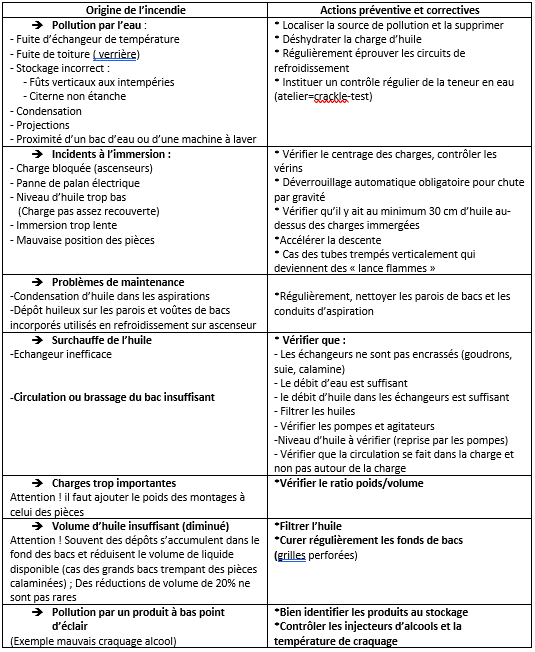
Tableau 3 : Tableau récapitulatif des principaux cas d’incendie et des actions correctives
Protection du personnel
La fiche de données de sécurité. Pour chaque produit livré, le fournisseur, qu'il soit fabricant ou revendeur, a l'obligation de remettre à l'utilisateur une fiche de données de sécurité conforme à la norme NFT 01-102.
Cette fiche de données de sécurité contient des informations relatives aux composants du produit, aux dangers encourus, aux consignes de manipulations et stockage ainsi que des renseignements sur les conditions de transport et d'élimination.
En annexes, figurent à titre d'exemple des fiches de sécurité pour 3 fluides de trempe : huiles, polymères, sels.
Les données confidentielles. Le fournisseur a l’obligation de remettre aux seuls médecins du travail ou des caisses d’assurances maladies, la composition détaillée des produits livrés s’ils en font la demande. Généralement, la demande est effectuée par écrit par le médecin, et la réponse est envoyée par pli confidentiel recommande.
Quelques recommandations :
* Utilisation des huiles. Les vapeurs seront aspirées et les opérateurs seront protégés par des gants et des tabliers (risques de « boutons d'huiles »).
Le Traitement et le Rejet des fluides de trempe et de leurs déchets
La pratique des traitements thermiques nécessite l'emploi de produits qui doivent être éliminés après utilisation, soit en l'état, soit mélangés avec des corps étrangers à leur formulation d'origine (suies, lessives, eau, particules métalliques, etc. ...).
Les fluides de trempe peuvent aussi de par leur sollicitation de service, générer des déchets ou produits de décomposition qui doivent être traités dans un cadre légal afin de protéger l’environnement.
Dans les tableaux suivants figurent les principaux déchets générés par les fluides de trempe et la nature des dangers qu'ils représentent pour l'environnement.

Tableau 4 : Principaux rejets des fluides de trempes

Tableau 5 : Déchets des agents de refroidissement
L'accroissement des déchets du traitement thermique n’est pas une fatalité.
Réduction des déchets
La réduction des déchets doit résulter d’un effort commun Utilisateurs Fournisseurs - chacun ayant un rôle à jouer pour minimiser les rejets dans un cadre légal.
La réduction à la source étant primordiale pour limiter les rejets, dans le tableau suivant, sont rassemblées quelques règles élémentaires dont l'application par les fournisseurs et utilisateurs permettent de limiter très sensiblement à leur source les déchets liquides et gazeux des fluides de trempe.

Tableau 6 : Réduction à la source des déchets liquides ; Rôle des fournisseurs et utilisateurs
3.4 Maintenance et vieillissement du fluide
Entretien et filtration des huiles de trempe
1) Consignes générales
Des vérifications périodiques doivent être effectuées sur les points suivants :
caractéristiques de l`huile en service (voir le § 3.6).
niveau d’huile dans le bac et sa réserve.
Contrôle des thermoplongeurs
contrôle des indicateurs de température.
état des pompes, filtres et circuits de refroidissement (mise sous pression).
2) Filtration des huiles de trempe
En cours d’utilisation, l’huile de trempe se pollue normalement du fait de son inévitable décomposition au choc thermique et de l’apport dans le bain d’impuretés diverses
*Particules métalliques
Ce sont des copeaux venant des pièces mal nettoyées avant traitement thermique ou des oxydes ou calamines qui, au choc thermique, se détachent des pièces ou des montages. Les plus grosses particules se déposent dans le fond du bain, et les plus fines restent en suspension dans l'huile lorsque le bain est agité.
Les oxydes métalliques présents dans l’huile catalysent son oxydation et accélèrent sa dégradation.
Régulièrement, il faut - après repos de l’huile - diminuer les particules métalliques décantées ou faire filtrer la charge.
Une solution préférable est de disposer sur l'aspiration de la pompe de circulation un filtre à toile d’acier perforée (environ 700 à 900 microns).
*Particules non métalliques
Ce sont des goudrons issus de la décomposition de l’huile et des suies provenant de l'atmosphère du four ainsi que les résidus de pâtes de protection. Ces polluants non métalliques se déposent dans le fond des bacs, sur les pièces 'trempées et dans les tubulures des échangeurs de température.
Les inconvénients sont :
->Pièces sales difficiles à nettoyer => risques de départ corrosion des pièces lors de l’interopération
-› Hétérogénéités de duretés
-› Encrassement des échangeurs avec surchauffe de l'huile par perte d'efficacité.
La filtration doit se faire avec des filtres à cartouche de 5 à 10 microns.
L'idéal est de disposer sur les bacs d'un double filtre sous pression permettant d’éliminer successivement les particules métalliques, puis les suies et goudrons.
La filtration continue des bains d'huile augmente sensiblement leur longévité.
Présence d’eau dans l’huile de trempe
La présence d’eau dans une huile de trempe à un teneur supérieur à 300 ppm à un impact sur les performances de refroidissement. En effet l’eau a une action d’accélérateur de trempe pouvant présenter un risque de tapure et/ou de déformation sur les pièces en fonction de l’alliage d’aciers.
L’eau augmentera la vitesse de refroidissement maximale ainsi que la vitesse de refroidissement à 300°C.

_____ Huile de trempe froide < 200 ppm d’eau
_____ Huile de trempe froide > 500 ppm d’eau
Fig 4 : Impact de l’eau sur la courbe de refroidissement ( Sonde INCONEL ISO9950)
Les sources de pollution par de l’eau peuvent être nombreuses, les plus courantes sont rassemblées dans le tableau ci-dessous:

Tableau 7 : Tableau des sources de pollution par l’eau couramment rencontrées
Si le fluide est pollué par de l’eau :
Soit un étuvage de l’huile permet de diminuer cette teneur en eau par évaporation (faible pollution en eau)
Soit une décantation du fluide permet de d’éliminer l’eau par le bas de la cuve. (forte teneur en eau).
En fonction de la chimie d’additivation de l’huile de trempe l’élimination de l’eau peut être plus ou moins difficile. Certains additifs ont une affinité avec l’eau favorisant son émulsion par le fluide de trempe.
3.5 Préconisation de démarrage de l’installation
Les conditions d’utilisation d’une huile de trempe sont prépondérantes pour le maintien de ses caractéristiques physico-chimiques, l’obtention de résultats optimaux et répétitifs sur les pièces trempées et pour limiter les risques en matière d’hygiène et de sécurité.
Les principaux paramètres à prendre en compte sont :
- Le bac de trempe
- Le brassage du fluide
- La température de l’huile en service
- Les risques de pollution
- La filtration.
Les bacs de trempe
Généralement, les bacs de trempe modernes sont fabriqués par des spécialistes ou les constructeurs de fours, qui prennent en compte les paramètres déterminants pour assurer un bon refroidissement des pièces trempées dans de bonnes conditions de sécurité et de maintien des propriétés de l’huile (température du fluide et des pièces, masse trempés, fréquence des trempes, agitation, refroidissement de l’huile etc…)
Cependant il n’est pas rare que dans le temps, les sollicitations du bain de trempe augmentent ou que l’on soit en présence d’un bac « fait maison ».
Certains paramètres sont à prendre en compte très sérieusement pour éviter des incendies ou des rebuts sur pièces traitées.
Renseignements pratiques
MATERIEL : acier ordinaire
EMPLACEMENT : à l’abri de l’eau et à proximité du four
VOLUMES d’HUILE nécessaire sur les bacs équipés de circuits de refroidissement :
a) Trempe discontinue (charges espacées dans le temps)
- Elévation de la température du bain = 30°C (40 -> 70°C) : 11 litres par kg trempé à l’heure.
- Coefficient de réduction de volume pour pièces massives

a) Trempe continue (fours à passage) : 8 litres par kg trempé à l’heure
L’agitation des huiles de trempe
Le brassage des huiles de trempe regroupe deux phénomènes souvent confondus : « la circulation » et « l'agitation ».
* La circulation de l'huile de trempe consiste à renouveler le liquide à l'intérieur du bac avec des écoulements hydrauliques préférentiels. Dans la circulation, l'action majeure est l'aspiration favorisant la formation de vortex avec un refoulement non directionnel caractérisé par des vitesses d'écoulement faibles.
* L'agitation est la création d’un puissant flux hydraulique directionnel capable de propager successivement, en tout point de l'huile, des turbulences désordonnées afin d'obtenir aucune zone de faible vitesse, quels que soient la géométrie du bac et les obstacles qu'il contient (pièces, montages).
Rôle de l'agitation
- Renouveler le liquide à la surface des pièces pour un bon échange thermique.
- Réaliser un refroidissement uniforme (figure 5) évitant les points mous et les déformations.
- Homogénéiser la température au sein du bac de trempe.
Effet de l'agitation
- Modification de la courbe de drasticité en augmentant la vitesse de refroidissement dans les phases de la caléfaction et de convection (figure 6).
- Amélioration du pouvoir trempant des huiles, et par conséquent, des duretés (niveau et homogénéité).
- Un flux tangentiel et laminaire épouse le profil des pièces et limite les déformations.

Fig 5 : Influence de l’agitation sur la courbe en U
Acier : 100C6 ; Diamètre : 25mm ; Longueur : 75 mm
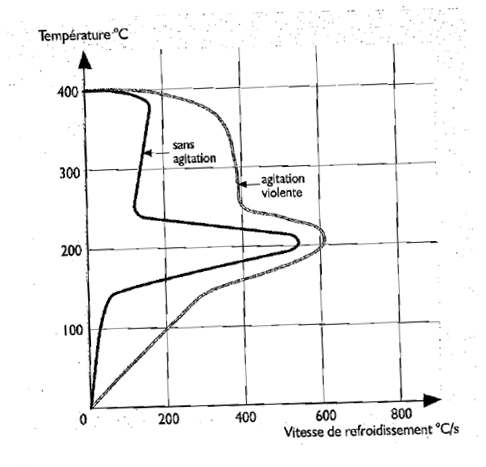
Fig 6 : Effet de l’agitation sur la drasticité de l’huile
- Un flux transversal percute violemment la surface à refroidir et provoque des chocs thermiques importants. Ce flux sera utilisé pour le refroidissement d'acier à faible trempabilité et pour des pièces où les risques de déformation et tapures sont faibles.
La vitesse d'agitation ou vitesse d'écoulement sera adaptée en fonction de la sévérité de trempe recherchée, de la géométrie des pièces traitées et de la conception des charges à tremper.
- Pour une huile de trempe, les vitesses seront comprises entre 0,2 et 0 5 m/s.
- La mesure d`une vitesse d’agitation peut se faire avec un anémomètre à hélice dans la zone de trempe en différents points de la charge immergée.
Recommandations
* Le flux de liquide doit être orienté sur la charge (et non autour). On utilisera des déflecteurs qui forcent le liquide à traverser la charge ou à bien circuler sur toute la surface à refroidir. Dans le cas de charges de pièces multiples, on disposera les pièces de façon à favoriser leur contact avec le fluide et éviter des pertes de charges du flux.
* Comme dispositif de brassage on utilisera des pompes ou des agitateurs à hélice, mais JAMAIS D'AIR afin de limiter l’oxydation de l’huile.
* L'utilisation d'agitateurs submersibles est particulièrement intéressante. Les agitateurs submersibles ne nécessitent aucune structure chaudronnée, leur installation est simple et rapide, et le flux du liquide est aisément modulable en orientation et puissance.
*Une agitation trop faible peut entrainer une mauvaise élimination des gaz lors de la phase d’ébullition pouvant conduire à la formation d’un oxyde en surface de la pièce.
Température d'emploi des huiles de trempe
La température d'une huile de trempe aura une influence plus ou moins prononcée sur ses propriétés de viscosité et de drasticité.
- Influence sur la viscosité : la viscosité décroît lorsque la température s’élève, ce qui favorise la circulation de l'huile, et particulièrement en période de convection et limite la consommation par entraînement avec les pièces (figure 7).
- Influence sur la drasticité : l'élévation de la température de l`huile, généralement remonte les températures de transition q1 et q2 (figure 8).
En général, pour une huile de trempe non additivée, l'élévation de sa température d’utilisation diminue légèrement son pouvoir trempant. L'emploi d'huile pour trempe chaude à 160/ 180 °C est favorable pour limiter les déformations.

Fig 7 : Effet de de la viscosité en fonction de la température
(D’après document Castrol)
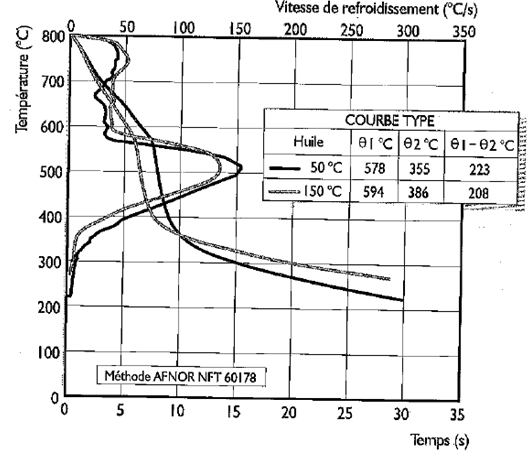
Fig 8 : Influence de la température sur la drasticité
(D’après document Castrol)
Recommandations
- Ne pas utiliser une huile à température ambiante (viscosité trop élevée).
- Ne jamais employer une huile de trempe à une température supérieure au point d`éclair diminué de 60 °C.
- La puissance des éléments chauffants sera limitée à 1,5 W/cm2.
- Au-dessus de 100°C, l’huile sera sous protection gazeuse.
3.6 Maintenance du système/Equipement
L'huile de tempe est fortement sollicitée puisque l’on y trempe des pièces à des températures entre 700 et 1250 °C. Elle subit 3 modes de sollicitations : chocs thermiques, contamination de diverses origines, oxydation.
Ces sollicitations sévères peuvent conduire à un vieillissement de l’huile de trempe qui en modifie les caractéristiques. Soulignons que le vieillissement affecte à la fois l'huile de base et les additifs.
Les tests utilisés pour caractériser les huiles de trempe sont ceux qui s'appliquent de façon générale aux produits pétroliers. La plupart donnent les caractéristiques physico-chimiques et sont normalisées.
Nous nous limiterons à rappeler les principales caractéristiques à prendre en compte et les méthodes d`essais qui leur sont associées.
*Couleur (NF EN ISO 2049) : détermination par comparaison à des plaquettes étalons en verre coloré dans la masse (échelle numérique de 0 à 8).
*Masse volumique (NF EN ISO 3675) : détermination par aéromètre mesurée à 15 °C. La masse volumique d'une huile est le quotient de sa masse par son volume. Identification des huiles de base, de problèmes de pollution.
*Viscosité (NF EN ISO 3104) : détermination du temps nécessaire pour que s’écoule par simple gravité, à une température définie, une quantité d'huile déterminée à travers l’orifice calibré d'un tube de viscosimètre. Viscosité cinématique : mesure exprimée en mm²/s à 40 ou 100 °C. Mesure l'évolution de l'huile en service (oxydation, cracking ), problèmes de pollution.
* Indice de viscosité (NF EN ISO 2909) : mesure l'effet d`une variation de température sur la viscosité d'une huile.
*Point d’éclair (Flash) : détermination de la température minimale en °C à laquelle il faut porter une huile pour que les premières vapeurs émises s'enflamment (flash de couleur bleue) spontanément en présence d'une flamme dans des conditions normalisées. Mesure des risques d'incendie, de l'évolution de l’huile en service (oxydation), problèmes de pollution.
Norme NF EN ISO 2592 : mesure du point d'éclair en vase ouvert.
Norme NF EN ISO 2719 : mesure du point d’éclair en vase clos Penski Martens.
*Point de feu (NF EN ISO 2592) : détermination de la température minimale en °C à laquelle il faut porter une huile pour que celle-ci brûle durant cinq secondes sans interruption. Toujours supérieur au point d’eclair.
* Teneur en cendres (NF EN 6245) : pourcentage en masse de résidu résultant de la calcination dans des conditions normalisées d'une certaine quantité d’huile, la méthode utilisée est fonction de la présence ou non d’additifs formant des cendres. Mesure la présence d’oxydes métalliques et de perte en additifs.
*Résidu Conradson (NF EN 6615) : pourcentage en masse de dépôts liés à la calcination en vase clos dans des conditions particulières d'une certaine quantité d'huile. Mesure la présence de corps charbonneux, indication sur le potentiel carbone dans le four.
*Teneur en eau par méthode KF) : pourcentage d`eau contenue dans l`huile. Mesure la pollution par l’eau (fuites au niveau circuit de refroidissement, condensation) ; il existe deux méthodes :
NF ISO 6296 : Méthode potentiométrique volumétrique
NF EN ISO 12937 : Méthode coulométrique pouvant détecter de très faible teneur en eau.
*Spectrométrie infrarouge : Carte d'identité de l'huile. Mesure des pics d'oxydation et de cracking sur le produit en service, de la présence des additifs, de la pollution éventuelle.
*Drasticité (ISO 9950/ASTM D 6200) aptitude que présente un fluide à évacuer, plus ou moins rapidement, les calories emmagasinées dans une pièce préalablement chauffée et immergée dans ce fluide. Mesure l'état de vieillissement d'une huile.
*Drasticité/ Etablissement des courbes de refroidissement
En ce qui concerne la caractérisation du pouvoir refroidissant, caractéristique qui intéresse en premier lieu l’utilisateur. Cette mesure du pouvoir refroidissant ou mesure de drasticité est fondée sur le suivi de la température d'une éprouvette en INCONEL 600 (ISO) pendant la trempe.
Le principe est le suivant :
Immersion dans l'huile à tester d’une éprouvette cylindrique chauffée à haute température. Le couple thermoélectrique, serti au centre de cette éprouvette, permet de suivre l’évolution de la température de cette dernière pendant toute la durée du refroidissement.

On admet en raison de la faible inertie de l’éprouvette (conductivité élevée et faible masse) que les courbes ainsi obtenues sont caractéristiques des transferts thermiques superficiels et donc du pouvoir refroidissant de l'huile testée.
Les courbes de drasticite permettent de visualiser les points de transition qui délimitent les trois phases de déroulement du refroidissement. Leurs interprétations permettent de :
- comparer différentes huiles
- mesurer l'influence des différents constituants de l'huile, des paramètres de trempe (agitation, température...), des pollutions diverses, si elle est pratiquée dans le bac de trempe.
- suivre l'évolution des performances de l`huile en service.
Norme ISO 9950
Un cylindre en Inconel 600 normalisé équipé en son centre d’un thermocouple est chauffé à 850 °C puis trempe dans 2 litres d’huile au repos.
La température de l'huile recommandée est de 40 °C, mais peut être adaptée en fonction de l`usage.
A l’aide des deux courbes enregistrées, on définit :
- Vr max I vitesse de refroidissement maximale en °C/ s
- Tvr max. : température à la vitesse de refroidissement maximale en °C
- Vr à 300 °C
- t à 600 °C : temps écoulé pour refroidir l'éprouvette de 850 à 600 “C en s
- t à 400 °C : temps écoulé pour refroidir Péprouvette de 850 à 400 °C en s
- t à 200 °C I temps écoulé pour refroidir l'épr0uVette de 850 à 200 °C en S
Toutes les conditions du mode opératoire et de l'étalonnage sont fixées par la norme.
Il existe d’autres normes telles que, la norme Japonaise JIS K 2242 qui utilise un capteur argent de faible diamètre où le thermocouple est fixé à la surface du capteur ou la Norme américaine ASTM D 3520 qui soumet un bille d’acier se trouvant dans une huile de trempe à un champ magnétique. On mesure la vitesse que met la bille pour rejoindre le bord du contenant.
A noter que la méthode NFT 60-178 méthode dit du Capteur Argent n’est pratiquement plus utilisée car le fournisseur de Capteur répondant aux specifications de fabrication de la norme à cesser la fabrication de ces Capteurs.
*Craquage - chocs thermiques
La mise en contact brutale de l'huile avec le métal à température élevée provoque un craquage de l'huile. Les longues chaînes carbonées de la base subissent un cisaillement. On a alors production de fractions légères.

Tableau 8 : Tableau des synthèses des conséquences et remèdes du cracking
*Oxydation
Elle est provoquée par la présence d’oxygène dans le milieu de trempe. L’oxygène peut provenir du milieu environnant le bac de trempe. La réaction chimique correspondant à ce phénomène est bien connue. La première phase du processus consiste en la formation d'un radical libre qui se transforme par l'intermédiaire d'un radical oxygène en un peroxyde qui lui-même étant instable engendre deux nouveaux radicaux libres entraînant une réaction en chaîne. Avec l'apparition de nouveaux radicaux libres, on a production d'acides carboxyliques.
Ceci explique la progression exponentielle de ce phénomène, très difficile à enrayer (figure 9).

Fig 9 : Mise en évidence du pic d’oxydation à1710cm-1( d’après doc.Renault).
Comparaison des spectres d’une huile à l’état neuf et parès une oxydation accélérée de 96h.
(Test d’oxydation par barbotage d’oxygène)
Une méthode d'évaluation du vieillissement artificielle des huiles de trempe avait été travaillée par la commission fluide de trempe l’A3TS mais ses travaux n’ont pu aboutir à un dépôt de Norme auprès de l’AFNOR.

Tableau 9 : Tableau des synthèses des conséquences et remèdes de l’oxydation
*Contaminants
Ils sont de plusieurs sortes comme le résume le tableau suivant

Tableau 10 : Tableau de synthèse des sources de contamination.
Suivi en service
Comme nous l'avons évoqué, les propriétés des huiles de trempe peuvent considérablement évoluer en fonction des conditions d'utilisation. La température de service, le brassage du bain, la pollution du bain sont autant de paramètres à considérer. Une surveillance régulière s'avère donc indispensable pour détecter tout dérèglement risquant de compromettre la qualité des pièces traitées, la durée de vie des bains et la sécurité des personnes et des installations.
Les caractéristiques suivies régulièrement sont les suivantes :
*Viscosité
La mesure de la viscosité du produit en service nous donne une première indication sur le type de phénomène dégradant prédominant (oxydation/craquage) (figure 10) :

Tableau 11 : Tableau des synthèses des sources d’évolution de la viscosité

Fig 10 : Exemple de cas d’oxydation sur une huile de trempe en four batch (D’après document Renault)
* L'Indice d'acide
L’indice d'acide permet de mesurer l'acidité de l'huile. Après de nombreux essais circulaires effectués dans le cadre de la section Chimie de la Commission ATTT Fluides de trempe, il a été constaté que cette mesure n’est pas reproductible. La mesure par infrarouge de l'oxydation est recommandée.
Teneur en eau
Des valeurs supérieures à 500 ppm soit 0.05% en utilisation sont à proscrire. La non-reproductibilité de cette mesure recommande de prendre contact avec son fournisseur d’huile.
* Point d'éclair Vase ouvert/Point d’éclair vase fermé
Ces mesures permettent d’évaluer les limites d`inflammabilité du fluide de trempe au contact d'une flamme.
Pour les installations en bac ouvert, il est recommandé de faire un point d’éclair en vase ouvert (NF EN ISO 2592/Indice de classement T60 : 118).
Pour les installations en bac incorporé, il est recommandé de faire un point d'éclair en vase clos selon la méthode Pensky Martens (NF EN ISO 2719/Indice de classement M 07.019).
A noter: les valeurs des points d'éclair en vase Clos sont inférieures aux valeurs des points d'éclair en vase ouvert.
Pour des raisons de sécurité, il est recommandé que le point d`éclair mesuré sur l'huile de trempe en service soit supérieur d'au moins 50 °C à la température d'utilisation de l'huile dans l'installation considérée.

Tableau 12 : Tableau des synthèses des sources d’évolution du point d’éclair
*Impuretés
Il n'existe pas de méthode normalisée pour mesurer ce paramètre. Il est souvent procédé à la filtration sur membrane cellulosique de porosité 5 μm. Le solvant utilisé dans la plupart des cas est l'éther de pétrole. L'analyse est à la fois quantitative et qualitative :

Tableau 13 : Tableau des synthèses des détermination des polluants après filtration 5µm
Il est possible également de faire d'autres analyses à partir du filtre (calcination, infrarouge par ATR, ...).
*Mesures Infrarouge
Le spectre Infrarouge du produit permet de visualiser rapidement l'état de l'huile. Cette méthode est à la fois qualitative et quantitative. Dans les différents essais circulaires réalisés au sein de la Commission Fluides de trempe de l’ATTT, c’est la méthode la plus reproductible.
Apparition d’un pic = 1 710 cm-1 : présence d’acides carboxyliques provenant du phénomène d’oxydation. Plus le pic est intense, plus le phénomène est important. Certains additifs accélérateurs ont un pic à cette longuer d’onde. Dans ce cas, on doit faire la comparaison par rapport à l’huile neuve
Apparition d'un pic = 910 cm-1 : présence d'un phénomène de craquage de l'huile. Plus le pic est important, plus le phénomène est important.
On peut déceler également la présence d’eau par l'apparition vers 3 600 cm-1 d'une forme arrondie.
La commission Fluide de Trempe de l’A3TS avec la collaboration du CETIM travaille au projet de normalisation de la méthode infrarouge pour le suivi des huiles de trempe
*Drasticité
Elle permet d'évaluer le pouvoir refroidissant de l’huile.